Quý khách vui lòng để lại số điện thoại để nhóm tư vấn của TCG liên hệ lại với quý khách trong thời gian sớm nhất.


Hàn bản phẳng Corzan CPVC
Hàn đối đầu nhựa nhiệt dẻo liên quan đến việc giữ hai mảnh vật liệu có áp suất xác định đối với phần tử tấm được nung nóng cho đến khi vật liệu tan chảy. Hai mảnh sau đó được tập hợp lại với nhau một cách nhanh chóng và được giữ với một áp suất xác định để chúng hợp nhất thành một mảnh.
Một số cách sử dụng phổ biến nhất của hàn đối đầu là nối:
- Hai mảnh tấm phẳng
- Cả hai đầu của tấm được cuộn hoặc uốn cong để tạo thành hình tròn hoặc hình chữ nhật
- Các đoạn ống lại với nhau để tạo thành các phụ kiện chế tạo.
Các khuyến nghị sau đây chủ yếu dựa trên công việc với tấm, nhưng có thể được sửa đổi bởi một thợ hàn có kinh nghiệm khi làm việc với đường ống.
Thiết bị
Bộ phận làm nóng phải là thép không gỉ được phủ PTFE để tránh nhựa nóng chảy dính vào bộ phận này.
Bộ phận làm nóng phải được giữ rất sạch sẽ. Nếu cần, có thể dùng giẻ bông hoặc khăn giấy sạch để lau sạch mọi chất cặn.
Việc kiểm soát nhiệt độ của bộ phận làm nóng là rất quan trọng khi tấm Corzan CPVC được hàn đối đầu. Việc hàn đối đầu tấm Corzan CPVC phải được thực hiện ở khu vực không có gió lùa để duy trì khả năng kiểm soát nhiệt độ tốt nhất có thể.
Thời gian chuyển đổi, trong đó phần tử được lấy ra và hai miếng nhựa nóng được ép lại với nhau để tạo thành mối hàn, phải càng ngắn càng tốt. Lý tưởng nhất là thời gian chuyển đổi không quá ba giây.
Chuẩn bị vật liệu
Các cạnh của các mảnh vật liệu được hàn phải càng vuông vức càng tốt để chúng tiếp xúc đều với bộ phận làm nóng và với nhau. Các mảnh vụn cắt và bất kỳ dầu hoặc chất bẩn nào phải được loại bỏ khỏi khu vực hàn. Các chi tiết được hàn phải sạch và khô. Không nên sử dụng dung môi để làm sạch bề mặt cần hàn.
Quá trình hàn
Bộ phận làm nóng phải được đặt ở nhiệt độ hàn mong muốn. Trong đó, nhiệt độ tối ưu để hàn giáp mép tấm Corzan CPVC thường là 437 đến 446°F (225 đến 230°C).
Với máy điều khiển bằng vi xử lý, chỉ cần lập trình độ dày và chiều dài của tấm cũng như áp suất nóng chảy/hàn; sau đó máy sẽ thực hiện các phép tính cần thiết và thực hiện các cài đặt máy cần thiết về thời gian và áp suất.
Với máy không điều khiển vi xử lý, người vận hành phải tính toán bề mặt hàn, sau đó nhân tiết diện với áp suất nóng chảy/nung chảy tối ưu và cài đặt đồng hồ đo máy cho phù hợp. Ở đây, nhiệt độ và thời gian cũng phải được điều chỉnh bằng tay.
Sau khi thiết lập máy, các tờ giấy được chèn chặt vào hai bên của bàn vào thanh cài đặt và được kẹp chặt. Bộ phận làm nóng phải được đưa vào vị trí và các mảnh vật liệu phải được ép vào tấm gia nhiệt với áp suất nóng chảy mong muốn. Mục đích của thời gian nóng chảy ở áp suất cao hơn là để đảm bảo rằng vật liệu tiếp xúc chắc chắn với bộ phận làm nóng.
Khi một hạt đã hình thành dọc theo toàn bộ khu vực hàn, áp suất phải giảm xuống áp suất gia nhiệt danh nghĩa. Áp suất này phải đủ để giữ các mảnh chống lại phần tử, nhưng ngăn chặn việc hình thành các hạt quá lớn. Mục đích là làm nóng vùng nhiệt hạch mà không đẩy vật liệu nóng chảy ra khỏi vùng hàn.
Với các máy được điều khiển bằng bộ vi xử lý, thời gian nấu chảy được đặt trước và có thể kéo dài, dừng hoặc lập trình lại, tùy thuộc vào độ chính xác của vết cắt. Vết cắt càng tốt thì thời gian nấu chảy càng ngắn. Áp suất gia nhiệt tối ưu để hàn giáp mép Corzan CPVC là khoảng 30 psi (20 N/cm2).
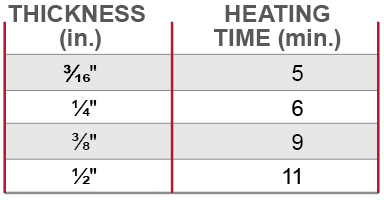
Thời gian mà nhựa phải được giữ trên phần tử dưới áp suất gia nhiệt phụ thuộc vào độ dày của tấm. Thời gian gia nhiệt tối ưu điển hình cho tấm Corzan CPVC được trình bày dưới đây.

Khi thời gian gia nhiệt hoàn tất, phần tử phải được lấy ra và các mảnh được ghép lại với nhau càng nhanh càng tốt. Thời gian chuyển đổi tối ưu là ít hơn ba giây. Sau đó, áp suất phải được tăng lên đến áp suất nung chảy mong muốn, áp suất này cần được duy trì trong một khoảng thời gian phụ thuộc vào độ dày của tấm. Áp suất hàn tối ưu cho tấm Corzan CPVC thường là 95 đến 100 psi (65 đến 70 N/cm2).
Thời gian nung chảy tối ưu cho tấm Corzan CPVC được đưa ra dưới đây.
Hàn tấm và ống Corzan CPVC
Có thể hàn tấm và ống lại với nhau. Tuy nhiên, điều quan trọng cần nhớ là tấm và ống sẽ nóng lên khác nhau khi hàn ở tốc độ khác nhau. Kết quả là sẽ có vẻ như độ bám dính vào đường ống không tốt bằng với tấm.
Thực hiện theo các khuyến nghị sau để đảm bảo liên kết thành công:
Dung môi lau sạch bề mặt cần hàn trước khi gia nhiệt bằng axeton. Điều này sẽ giúp khắc lên bề mặt được hàn.
Làm nóng trước bề mặt ống cần hàn, ngoài ra còn phải thực hiện hàn dính.
Sử dụng que hàn dày hơn (tức là 4 mm) để thời gian gia nhiệt lâu hơn.
Những cân nhắc khi lắp đặt cho các bộ phận chế tạo và lót thùng chứa Corzan® CPVC







