
Chất lượng hàn CPVC là điều quan trọng khi chế tạo thiết bị
Cách hàn CPVC tốt nhất

Vào năm 1911, Bộ luật về nồi hơi và bình chịu áp lực (B&PVC) ASME đã trở thành chủ đề thảo luận sôi nổi xuất phát từ nhu cầu bảo vệ an toàn công cộng. Việc phát minh ra động cơ hơi nước, nồi hơi và các nguồn hệ thống áp suất khác cho thấy rõ ràng rằng cần phải làm gì đó .
Cuốn sách B&PVC 1914 thực tế được xuất bản vào năm 1915 và chỉ bao gồm 114 trang 5”x8”. Ngày nay, tài liệu này trải dài trên 28 tập và bao gồm hơn 16.000 trang 8-1/2” x 11”. Việc sử dụng nó đã được chuyển thành luật ở hầu hết các bang của Hoa Kỳ và nhiều quốc gia.
Một phần của thành tựu kỹ thuật to lớn này bao gồm các tài liệu tham khảo về trình độ và chứng chỉ của thợ hàn. Tiêu chuẩn chủ yếu xử lý các quyền chọn kim loại. Tuy nhiên, công việc vẫn tiếp tục kết hợp thế giới phi kim loại. Lubrizol là người tham gia tích cực trong việc giúp thúc đẩy việc giáo dục và kết hợp các tiêu chuẩn có thể tái tạo xoay quanh hàn nhựa. Trong 60 năm phát triển của CPVC, ngành công nghiệp này đã học cách hàn và chế tạo một trong những vật liệu phi kim loại linh hoạt nhất hiện có.
CPVC có thể được sử dụng để chế tạo tùy chỉnh nhiều loại kết cấu công nghiệp nhằm đáp ứng nhu cầu ứng dụng. Các sản phẩm được sản xuất bằng nhựa nhiệt dẻo như CPVC có nhiều loại từ đường ống, phụ kiện, van, máy bơm và các thiết bị xử lý chất lỏng khác đến hệ thống ống dẫn, mặt bích, bể chứa, bình chứa, thiết bị thông gió và cọ rửa. Các tiêu chuẩn ASME như ASME NM.1, ASME Phần X và ASME RTP-1 được sử dụng trên khắp thế giới để giúp chủ sở hữu giữ an toàn cho cơ sở vật chất của họ. Các tiêu chuẩn bao gồm thiết kế và chế tạo kỹ thuật tốt, bao gồm cả các hướng dẫn về chất lượng hàn.
Các thành phần được chế tạo bằng Corzan® CPVC có thể được sản xuất bằng các kỹ thuật phổ biến nhất để chế tạo nhựa nhiệt dẻo, bao gồm hàn khí nóng tốc độ cao, hàn đối đầu và phản ứng tổng hợp CNC. Corzan CPVC mang lại những lợi thế về hiệu suất như khả năng chịu nhiệt độ cao, khả năng kháng hóa chất ổn định trong nhiều môi trường chất lỏng và hơi có tính ăn mòn cao, khả năng chống ăn mòn, truyền nhiệt thấp và đặc tính cách nhiệt tốt. Các nhà chế tạo chất lượng như Harrison Machine & Plastic, B&D Plastics, Fabricated Plastics và Thorpe cung cấp nhiều loại sản phẩm được chế tạo theo yêu cầu được sản xuất bằng Corzan CPVC để có độ tin cậy lâu dài. Đây chỉ là một vài trong số rất nhiều nhà chế tạo có khả năng tạo ra các giải pháp thông qua các công nghệ hợp lý, đáng tin cậy, nhất quán và đã được chứng minh như Corzan CPVC.
Cấu trúc nhựa nhiệt dẻo yêu cầu chất lượng hàn
Nhựa nhiệt dẻo hàn đòi hỏi vật liệu phải được nung nóng đến trạng thái nóng chảy. Các mảnh được hàn sau đó được ép lại với nhau với một mức áp suất xác định được áp dụng trong một khoảng thời gian nhất định, làm cho các phân tử bề mặt của các bộ phận liên kết với nhau và hợp nhất với nhau. Mục tiêu là đạt được mối hàn ổn định với mức độ vướng víu phân tử cao và sự suy giảm vật liệu ở mức tối thiểu.
Hiệu suất cơ học của bất kỳ cấu trúc nhựa nhiệt dẻo hàn nào phần lớn phụ thuộc vào chất lượng của hoạt động hàn. Nhà chế tạo chịu trách nhiệm xác nhận rằng các quy trình hàn phù hợp được tuân thủ và thợ hàn được chứng nhận và duy trì trình độ của họ. Tuy nhiên, chủ sở hữu có trách nhiệm yêu cầu các nhà chế tạo phải chịu trách nhiệm về các tiêu chuẩn và quy trình hàn hiện hành.
Một tiêu chuẩn thường được sử dụng để đánh giá trình độ thợ hàn CPVC là Tiêu chuẩn ASTM C1147. Kết quả từ tiêu chuẩn ASTM C1147-14 “Thực hành tiêu chuẩn để xác định độ bền kéo ngắn hạn của nhựa nhiệt dẻo kháng hóa chất” xác nhận kỹ năng của thợ hàn trong quy trình hàn thích hợp đối với các vật liệu nhựa nhiệt dẻo khác nhau. Các quy trình hàn được sử dụng cho các mẫu thử phản ánh các quy trình sau này sẽ được sử dụng trong quá trình chế tạo thực tế. Điều rất phổ biến là thợ hàn có trình độ có hiệu suất trên 80% cường độ ban đầu của phiếu kiểm tra.
AWS B2.4 gần đây đã được Hiệp hội hàn Hoa Kỳ công bố và đưa ra các yêu cầu về trình độ chuyên môn để hàn vật liệu nhựa nhiệt dẻo. Tiêu chuẩn này được thiết kế để sử dụng với nhiều quy trình hàn nhựa nhiệt dẻo, bao gồm hàn giáp mép và hàn khí nóng.
Hàn khí nóng tốc độ cao mang lại độ bền kéo cao: Cách hàn CPVC tốt nhất
Các thành phần của hệ thống Corzan có thể được hàn bằng khí nóng để cung cấp khoảng 80% độ bền kéo của tấm rắn. Tuy nhiên, hiệu suất thực tế của sản phẩm sẽ phụ thuộc vào thiết bị được sử dụng, điều kiện hàn được sử dụng và kỹ thuật của người thực hiện hàn.
Chất lượng của khí được sử dụng làm môi trường truyền nhiệt rất quan trọng đối với chất lượng của mối hàn nhựa nhiệt dẻo. Hàn khí nóng tốc độ cao đòi hỏi khí khô, sạch được cung cấp ở áp suất thấp và thể tích lớn.
Độ chính xác của thiết bị kiểm soát nhiệt độ cũng quan trọng như chất lượng của khí. Phạm vi nhiệt độ tối ưu để hàn Corzan CPVC thường hẹp hơn một chút so với các loại nhựa nhiệt dẻo khác, chẳng hạn như polyolefin. Phạm vi nhiệt độ tối ưu cho Corzan CPVC thường là 710°F đến 800°F (375-425°C) nếu mỏ hàn kết hợp điều khiển vòng kín để duy trì nhiệt độ đã chọn trên cài đặt quay số.
Nếu nhiệt độ không thể được chọn trực tiếp trên cài đặt quay số, thì nên đo bằng nhiệt kế được lắp khoảng 3/16” (5 mm) bên trong lỗ chính của đầu hàn tốc độ cao và được điều chỉnh bằng cách thay đổi công suất đối với bộ phận làm nóng hoặc bộ điều chỉnh. dòng khí. Nhiệt độ tối ưu để hàn các bộ phận của hệ thống Corzan là 680°F đến 770°F (360-410°C) khi nhiệt độ có thể được kiểm soát.
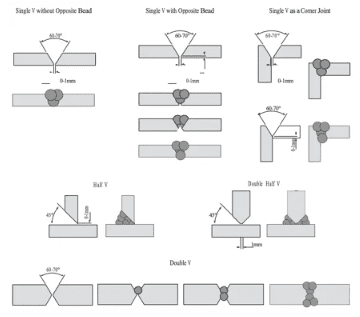
Các yếu tố khác sẽ ảnh hưởng đến nhiệt độ cần thiết để tạo ra mối hàn tốt nhất, bao gồm đường kính que hàn, nhãn hiệu que hàn, tốc độ hàn, nhiệt độ môi trường – và nhiệt độ phải được điều chỉnh cho phù hợp. Que hàn được chọn để nối các bộ phận Corzan CPVC phải luôn được chế tạo bằng Corzan CPVC. Que hàn hình tam giác có thể được sử dụng khi hình dáng bên ngoài là yếu tố quan trọng nhất, nhưng nên sử dụng que hàn tròn khi cần tính toàn vẹn của cấu trúc.
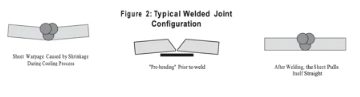
Các cấu hình mối hàn điển hình được minh họa bên dưới trong Hình 1. Trong quá trình hàn không khí nóng, vật liệu CPVC sẽ giãn nở khi bị ép vào vị trí và sẽ co lại về thể tích ban đầu trong khi làm mát. Khớp chữ V đôi sẽ tránh được vấn đề này. Hoặc, người vận hành có kinh nghiệm có thể ngăn ngừa sự cố bằng cách uốn trước các bộ phận trước khi hàn như trong Hình 2.
Hình 1: Cấu hình mối hàn điển hình
Cách hàn CPVC tốt nhất
Hình 2: Cấu hình mối hàn điển hình
 Nguồn: Wegener Bắc Mỹ
Nguồn: Wegener Bắc Mỹ
Hàn đối đầu nối tấm Corzan CPVC: Cách hàn CPVC tốt nhất
Hàn đối đầu là một kỹ thuật nối thường được sử dụng để nối hai mảnh tấm phẳng, cả hai đầu của tấm được cuộn hoặc uốn cong để tạo thành hình tròn hoặc hình chữ nhật, hoặc các đoạn ống để tạo thành các phụ kiện chế tạo. Một tấm Corzan CPVC được hàn đối đầu đúng cách có thể đạt được khoảng 80% độ bền kéo danh nghĩa của nó.
Bộ phận làm nóng được sử dụng trong quá trình hàn đối đầu phải là thép không gỉ được phủ PTFE để ngăn nhựa nóng chảy dính vào bộ phận. Bộ phận làm nóng cũng phải được giữ rất sạch sẽ.
Việc kiểm soát nhiệt độ của bộ phận làm nóng là rất quan trọng khi hàn đối đầu tấm Corzan CPVC. Quá trình hàn giáp mép phải được thực hiện ở khu vực không có gió lùa để duy trì khả năng kiểm soát nhiệt độ tốt nhất có thể. Thời gian chuyển đổi kể từ khi phần tử được tháo ra và hai miếng nhựa nóng được ép lại với nhau để tạo thành mối hàn nên được giới hạn trong ba giây.
Nhiệt độ tối ưu để hàn đối đầu tấm Corzan CPVC thường là 437°F đến 446°F (225-230°C). Độ dày và chiều dài của tấm cũng như áp suất nóng chảy/hàn phải được lập trình vào máy điều khiển bằng bộ vi xử lý và máy sẽ thực hiện các tính toán cần thiết và thực hiện cài đặt máy cần thiết liên quan đến thời gian và áp suất. Người vận hành phải tính toán bề mặt hàn và nhân tiết diện với áp suất nóng chảy/nung chảy tối ưu cho máy không điều khiển vi xử lý, sau đó đặt đồng hồ đo cho máy. Áp suất nóng chảy tối ưu là 95-100 psi.
Các mảnh vật liệu được ép vào tấm gia nhiệt với nhiệt độ nóng chảy mong muốn. Áp suất phải được giảm xuống mức áp suất gia nhiệt danh nghĩa khi hạt hình thành dọc theo toàn bộ khu vực hàn. Mục đích là làm nóng vùng nhiệt hạch mà không đẩy vật liệu nóng chảy ra khỏi vùng hàn.
Thời gian nóng chảy được cài đặt sẵn trên máy điều khiển bằng bộ vi xử lý và có thể được kéo dài, dừng hoặc lập trình lại dựa trên độ chính xác của vết cắt. Việc cắt tốt hơn tạo điều kiện cho thời gian nóng chảy ngắn hơn. Áp suất gia nhiệt tối ưu cho hàn giáp mép Corzan CPVC là khoảng 30 psi. Áp suất hàn tối ưu là 95 đến 100 psi.
Thời gian gia nhiệt và hàn/nung chảy sẽ phụ thuộc vào độ dày vật liệu. Thời gian gia nhiệt tối ưu cho tấm Corzan CPVC như sau:
Độ dày (in.) Thời gian hàn (phút)
| 16/3 | 75 |
| 1/4 | 90 |
| 8/3 | 120 |
| 1/2 | 150 |
Thời gian hợp nhất tối ưu cho tấm Corzan CPVC được cung cấp dưới đây:
| Độ dày (in.) | Thời gian hàn (phút) |
| 16/3 | 5 |
| 1/4 | 6 |
| 8/3 | 9 |
| 1/2 | 11 |
Corzan CPVC có thành tích về chế tạo kết cấu: Cách hàn CPVC tốt nhất
Corzan CPVC có lịch sử 60 năm cung cấp nhiều lợi thế về hiệu suất cho các sản phẩm công nghiệp chế tạo. Các nhà sản xuất và khách hàng đối tác của Lubrizol như Harrison Machine & Plastic , B&D Plastics và Thorpe cung cấp nhiều loại sản phẩm được chế tạo theo yêu cầu riêng được sản xuất bằng Corzan CPVC để có độ tin cậy lâu dài.
Để biết thêm thông tin, hãy liên hệ trực tiếp với các công ty trên hoặc Nhà tư vấn hệ thống CPVC của Corzan. Các chuyên gia kỹ thuật và sản phẩm Lubrizol luôn sẵn sàng cung cấp lời khuyên, thông tin và đào tạo trong suốt vòng đời của hệ thống Corzan CPVC.
Thông tin cho blog này được lấy một phần từ các nguồn sau:
https://www.corzan.com/blog/quality-welding-is-essential-when-fabricating-equipment







