
Hướng dẫn sử dụng hệ thống ống corzan hàn khí nóng tốc độ cao
Các nhà sản xuất chế tạo các sản phẩm độc đáo thường yêu cầu các quy trình độc đáo. Việc tạo ra các sản phẩm đặc biệt đòi hỏi thiết bị tùy chỉnh có khả năng chống lại các hóa chất ăn mòn và hỗn hợp khắc nghiệt để tối ưu hóa quy trình và giảm chi phí sản xuất. Corzan® CPVC đã đáp ứng nhu cầu nguyên liệu của nhà sản xuất trong hơn 60 năm, giúp chế tạo các sản phẩm chất lượng cao đáp ứng yêu cầu cụ thể của khách hàng.
Corzan CPVC có thể được sử dụng để chế tạo tùy chỉnh các bộ phận công nghiệp chuyên dụng như bể chứa và lót bể, máy lọc và hệ thống thông gió, đồng thời mang lại những ưu điểm như hiệu suất nhiệt độ cao, khả năng chống ăn mòn cũng như chi phí lắp đặt và vòng đời thấp hơn.
Xi măng dung môi nói chung là phương pháp ưa thích để nối các hệ thống CPVC được sử dụng trong các sản phẩm chế tạo nhưng chỉ hiệu quả khi tồn tại mối ghép cản trở, nghĩa là hai mảnh có thể được ép lại với nhau một cách tự nhiên. Nên hàn khí nóng tốc độ cao khi không thể áp suất và tiếp xúc ổn định giữa hai mặt của vật liệu.
Các bộ phận của hệ thống Corzan CPVC được hàn khí nóng đúng cách sẽ cung cấp độ bền kéo khoảng 80% hoặc cao hơn cho một tấm CPVC rắn. Hiệu suất vật liệu thực tế sẽ phụ thuộc vào thiết bị được sử dụng, điều kiện hàn và kỹ năng của thợ hàn. Do đó, các khuyến nghị sau đây sẽ đóng vai trò là hướng dẫn chung và không đảm bảo hiệu suất thực tế.
Sử dụng thợ hàn có trình độ
Các mối hàn chất lượng kém tạo ra việc lắp đặt thiết bị kém chất lượng có thể dẫn đến hỏng hóc và gây ra sự thiếu tin cậy đối với vật liệu. Tất cả các thợ hàn thực hiện hàn khí nóng tốc độ cao trên CPVC phải có trình độ chuyên môn và thể hiện trình độ hàn ở mức cao.
Thông số kỹ thuật AWS B2.4 cho quy trình hàn và chứng nhận hiệu suất cho nhựa nhiệt dẻo là một tiêu chuẩn của Hoa Kỳ và Hướng dẫn đánh giá khí nóng, đùn khí nóng và mối hàn nhựa nhiệt dẻo đối đầu dụng cụ gia nhiệt là một lựa chọn khác.
Thợ hàn Châu Âu có thể tuân theo các thông số được nêu trong DVS 2207-3 Hàn khí nóng của nhựa nhiệt dẻo – Tấm và ống; DVS 2207-13 Hàn nhựa nhiệt dẻo – Hàn dụng cụ gia nhiệt các đường ống, bộ phận đường ống và tấm làm bằng CPVC; hoặc DVS 2209-1 Hàn nhựa nhiệt dẻo, Hàn đùn, Đặc điểm quy trình.
Tầm quan trọng của khí đốt và thiết bị chất lượng
Hàn khí nóng tốc độ cao yêu cầu khí không chứa dầu và hơi ẩm, được cung cấp ở áp suất thấp và thể tích lớn. Hầu hết các máy nén khí tại xưởng không cung cấp không khí đủ chất lượng để sử dụng trong các ứng dụng hàn khí nóng tốc độ cao – mặc dù nhiều nhà sản xuất thiết bị hàn khí nóng cung cấp máy thổi khí có chất lượng phù hợp với mục đích này.
Độ chính xác của thiết bị kiểm soát nhiệt độ cũng quan trọng như chất lượng của khí hàn nhựa nhiệt dẻo. Phạm vi nhiệt độ tối ưu cho Corzan CPVC thường hẹp hơn so với các loại nhựa nhiệt dẻo khác, đó là lý do tại sao cần phải có nhiệt độ không đổi ở đầu hàn.
Thiết bị hàn được sử dụng với các bộ phận Corzan phải kiểm soát nhiệt độ bằng cách điều chỉnh công suất cho bộ phận làm nóng – thay vì thay đổi lưu lượng khí. Bố trí kiểm soát nhiệt độ lý tưởng sẽ kết hợp các điều khiển vòng kín để giữ nhiệt độ không đổi ngay cả khi lưu lượng khí hoặc điện áp nguồn dao động.
Hàn khí nóng Corzan CPVC yêu cầu sử dụng que hàn Corzan CPVC. Que hàn hình tam giác có thể được lựa chọn khi hình dáng mối nối là cần thiết nhưng nên sử dụng que hàn tròn để đảm bảo tính toàn vẹn của cấu trúc. Điều quan trọng là phải khớp đường kính đầu hàn với đường kính của que hàn được chọn vì đầu quá khổ có thể tác động xấu đến hướng dẫn và áp suất tác dụng lên que và có thể cắt vào các bộ phận được hàn.
Chuẩn bị nguyên liệu
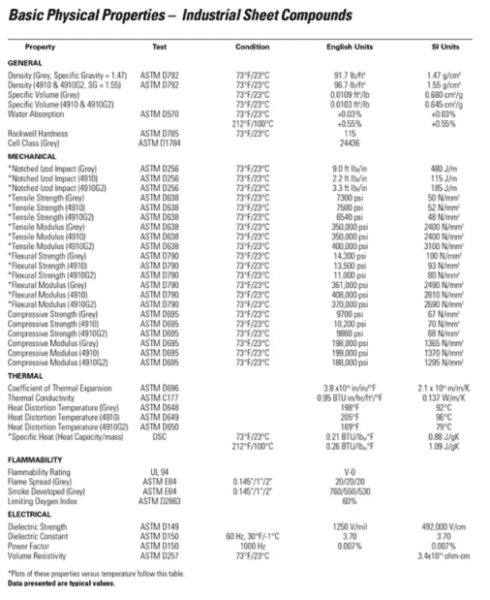
Corzan CPVC có sẵn ở dạng tấm 48 inch x 96 inch, với độ dày từ 1/8 inch đến 3 inch, được ép đùn hoặc đúc nén. Bảng sau đây cung cấp các đặc tính vật lý cơ bản cho các hợp chất tấm công nghiệp Corzan® CPVC.
Khi chuẩn bị Corzan CPVC để hàn, các đầu của các mảnh vật liệu sẽ được nối phải được vát mép để tạo ra mối hàn tốt nhất. Có thể sử dụng cưa, bộ định tuyến hoặc công cụ phù hợp khác có thể điều chỉnh được để tạo góc 60° đến 70° giữa các mảnh sẽ được nối. Nếu một mảnh được nối vuông góc với mảnh kia thì góc phải giảm xuống 45°.
Các bộ phận cần lắp ráp phải thật sạch sẽ. Loại bỏ cặn trên bề mặt bằng cách mài nhẹ hoặc cạo khu vực sẽ được hàn bằng lưỡi dao sắc. Acetone là dung môi duy nhất phù hợp để làm sạch khu vực này một cách an toàn. Các dung môi khác có thể có tác động tiêu cực đến CPVC.
Nên chừa một khoảng cách rộng từ 0,5 đến 1 mm giữa hai miếng nếu mối nối không được gắn chặt trước khi hàn. Điều này sẽ cho phép vật liệu hàn xuyên vào gốc của góc xiên và tràn nhẹ sang phía bên kia. Các bộ phận sẽ được gắn trước phải được ghép với nhau không có khe hở. Các bộ phận phải được gắn chắc chắn vào đúng vị trí và sử dụng kẹp khi cần thiết.
Hàn dính và kiểm soát nhiệt độ
Hàn dính là bước đầu tiên và cần có mũi giày nhọn để hàn các bộ phận. Trong quá trình hàn, người vận hành đặt đầu hàn trực tiếp lên vật liệu cần hàn và kéo dọc theo mối nối. Khí nóng từ máy hàn làm mềm vật liệu và áp suất tác dụng lên đầu hàn sẽ làm vật liệu dính lại với nhau. Hàn dính liên tục hoặc hàn điểm có thể được sử dụng khi cần thiết. Các cấu trúc lớn hơn hoặc vật liệu dày có thể cần kẹp thêm.
Điều quan trọng là phải liên tục hàn tất cả các bể đã chế tạo để đạt được kết nối không bị rò rỉ. Điều này sẽ ngăn không cho dung dịch thấm vào giữa thành bể và đáy trong trường hợp xảy ra sự cố với mối hàn phụ.
Phạm vi nhiệt độ tối ưu để hàn khí nóng Hệ thống Corzan CPVC sẽ phụ thuộc vào loại thiết bị hàn được sử dụng và cách đo nhiệt độ. Nhiệt độ tối ưu thường là 710°F đến 800°F đối với mỏ hàn có bộ điều khiển vòng kín duy trì nhiệt độ được chọn trên cài đặt quay số.
Nếu không thể chọn trực tiếp nhiệt độ trên cài đặt quay số, người vận hành phải đo nhiệt độ và điều chỉnh nhiệt độ khi cần bằng cách thay đổi công suất cho bộ phận làm nóng hoặc điều chỉnh lưu lượng khí. Nhiệt độ từ 680°F đến 770°F là nhiệt độ tối ưu để hàn các bộ phận Corzan khi nhiệt độ được kiểm soát theo cách này. Nhiệt độ thực tế để tạo ra mối hàn tốt nhất sẽ phụ thuộc vào các yếu tố như đường kính que hàn, nhãn hiệu que hàn, tốc độ hàn và nhiệt độ môi trường xung quanh và phải được điều chỉnh cho phù hợp.
Quy Trình Hàn Corzan CPVC
Để bắt đầu quá trình hàn, người vận hành sẽ cầm mỏ hàn giống như một con dao găm, giữ đầu mũi hàn cách vùng cần hàn khoảng 8 cm để tránh bị cháy xém. Sau đó, người vận hành sẽ đưa que hàn vào ống gia nhiệt trước và đặt đầu nhọn của đế lên vật liệu nơi mối hàn sẽ bắt đầu.
Giữ máy hàn ở góc khoảng 45°, người vận hành sẽ đẩy que hàn qua đầu cho đến khi nó tiếp xúc với vật liệu cơ bản. Que hàn phải được dẫn hướng để tránh bị giãn ra; trọng lượng của thợ hàn là áp lực duy nhất cần thiết khi mối hàn bị kéo dọc theo mối nối.
Khi quá trình hàn bắt đầu, cần tiếp tục với tốc độ khá ổn định để đạt được mối hàn chất lượng. Kiểm tra bằng mắt có thể cho biết chất lượng của mối hàn, với các cạnh bị nâu hoặc cháy thành than do thợ hàn di chuyển quá chậm và/hoặc vật liệu quá nóng. Đầu hàn thỉnh thoảng nên được làm sạch bằng bàn chải sắt để có kết quả tốt nhất. Người thợ hàn nên hàn nhiều hạt nếu cần cho đến khi mối nối được lấp đầy hoàn toàn như trong hình minh họa bên dưới:
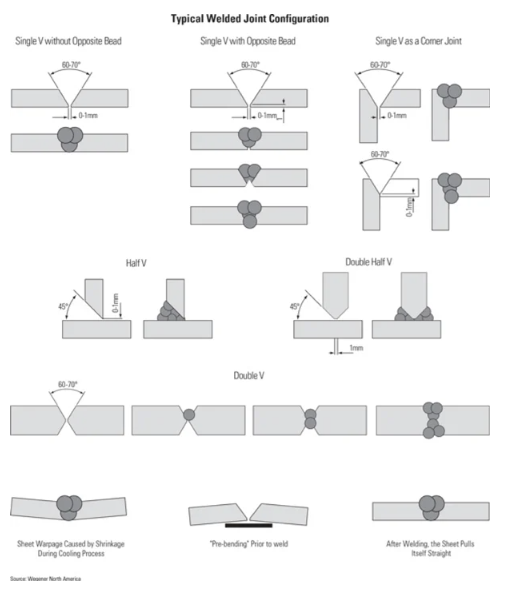
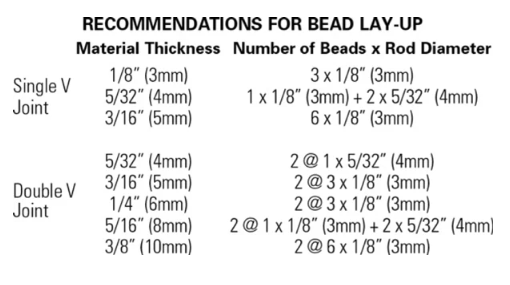
Nếu mối hàn được hàn là hình chữ V kép hoặc nửa chữ V kép thì nên đặt các lớp hạt xen kẽ ở các phía đối diện của mối nối để có kết quả tốt nhất. Bảng sau đây cung cấp các khuyến nghị về cách bố trí hạt cho các độ dày vật liệu và hình dạng mối nối khác nhau.
Chọn vật liệu để chế tạo tùy chỉnh
Khả năng uốn cong, tạo hình và hàn tấm được làm từ Corzan CPVC giúp vật liệu này có thể áp dụng cho nhiều loại thiết bị công nghiệp được chế tạo theo yêu cầu riêng – từ bể chứa và lớp lót bể chứa đến hệ thống thông gió. Hàn khí nóng tốc độ cao chỉ là một trong những kỹ thuật có thể được sử dụng để chế tạo tùy chỉnh loại nhựa nhiệt dẻo này.
Khi chọn nhựa nhiệt dẻo để chế tạo theo yêu cầu, hãy lưu ý rằng Corzan CPVC có lịch sử 60 năm cung cấp các sản phẩm theo yêu cầu trong nhiều ngành công nghiệp khác nhau. Để tìm hiểu thêm, hãy liên hệ với các nhà sản xuất và khách hàng đối tác của Lubrizol Advanced Materials như Harrison Machine & Plastic, B & D Plastics và Thorpe, những nơi cung cấp các sản phẩm được chế tạo bằng Corzan CPVC để có độ tin cậy lâu dài. Lubrizol còn có đội ngũ chuyên gia vật liệu sẽ tư vấn kỹ thuật miễn phí.
Thông tin chi tiết cho blog này được lấy một phần từ những điều sau đây:
https://www.corzan.com/en-us/sheet-and-liner/high-speed-hot-air-welding
https://www.corzan.com/blog/the-basics-of-cpvc-hot-air-welding
https://www.corzan.com/blog/quality-welding-is-essential-when-fabricating-equipment
https://www.corzan.com/blog/guidelines-for-high-speed-hot-gas-welding-corzan-piping-systems







